Projektbilder



Branche: Elektrotechnik
Aufgabenstellung:
Entwicklung eines Automationskonzeptes zur Herstellung eines Klemmkontaktes in der Elektrotechnik. Das Bauteil besteht aus zwei Einzelkontakten, die spiegelbildlich angeordnet und durch einen Kunststoffkörper miteinander verbunden sind. Die fertig montierte Baugruppe soll anschließend als Tape-and-Reel-Verpackung in Blistergurt ausgeliefert werden.
Ausgangslage:
Die Fertigung basiert auf einem 8-fach-Spritzgusswerkzeug bei einem maximalen Spritzzyklus von 25 Sekunden. Das Kontaktpaar besteht aus zwei spiegelbildlich angeordneten Einzelkontakten. Besondere Anforderungen ergeben sich aus den relevanten Funktionsmaßen an den Klemmflächen, die innerhalb eines Toleranzbereichs von kleiner 0,05 mm liegen müssen. Die Einzelkontakte sind aufgrund ihrer geringen Wandstärke von 0,2 mm, ihrer maximalen Abmessungen von 7,5 x 3,0 x 2,1 mm sowie ihrer Teilvergoldung nicht aus Schüttgut zuführbar. Zudem ist eine 100%ige Kontrolle der relevanten Funktionsmaße erforderlich. Der Auslieferungszustand ist eine fertig montierte Baugruppe in Tape-and-Reel-Gurtung. Darüber hinaus wird eine Anlagenautonomie der Spritzgießmaschine von mindestens acht Stunden im Zwei-Schicht-Betrieb gefordert.
Lösung:
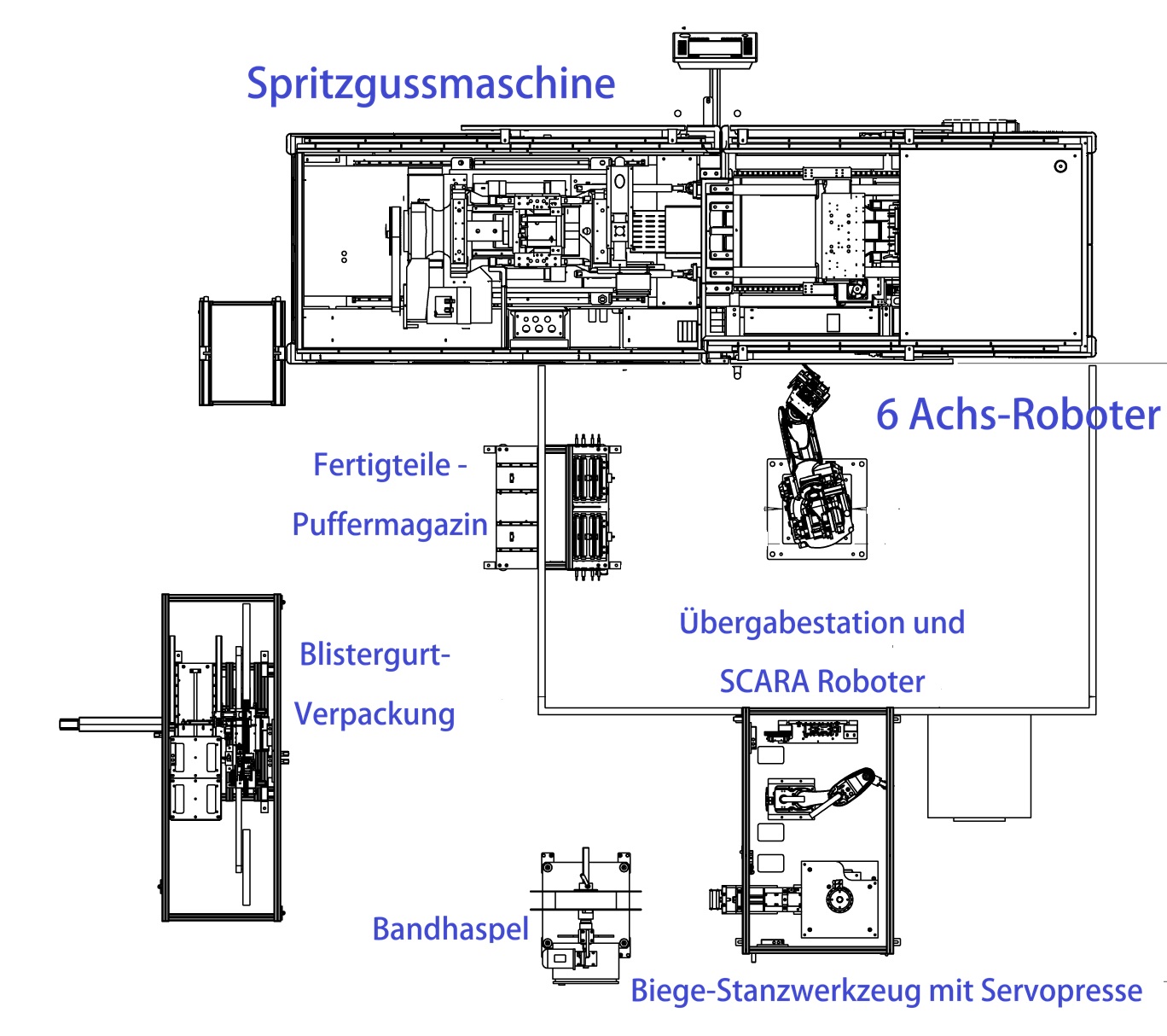
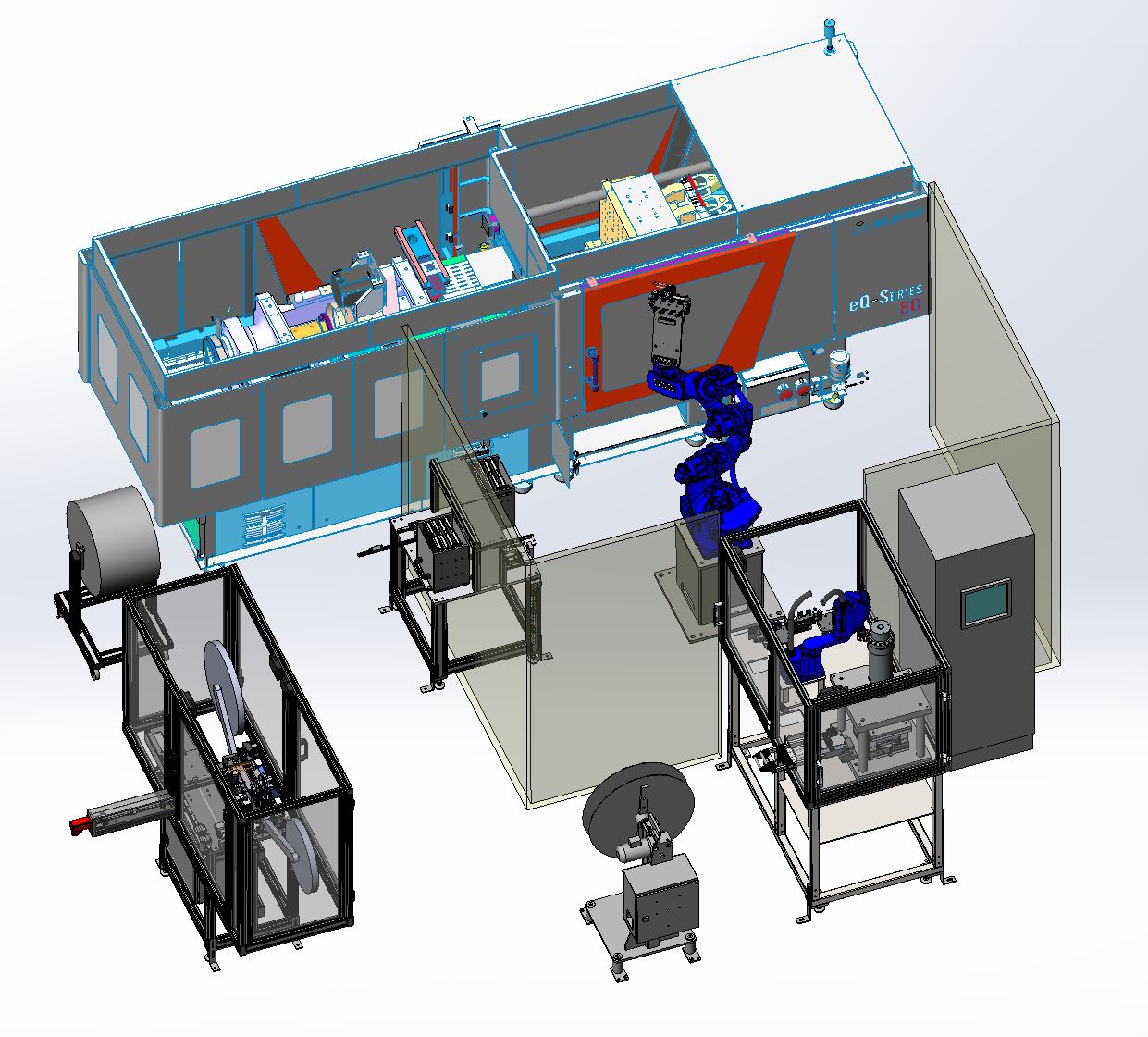
Zur Umsetzung wurde bereits im Rahmen des Produktdesigns an einer prozessgerechten Optimierung mitgewirkt. Dabei wurden insbesondere Aspekte wie Handling, Logistik, Montage, Fertigungs- und Herstellverfahren sowie Automation berücksichtigt. Die Herstellung der Einzelkontakte erfolgt mit einer Servopresse, einem Biege-Stanzwerkzeug und einer gesteuerten Haspel direkt an der Spritzgießmaschine. Anschließend werden die Einzelkontakte automatisiert durch einen Yaskawa-Motoman SG400 Scara-Roboter aus dem Biege-Stanzwerkzeug entnommen und lageorientiert in eine 8 x 2-fach Übergabestation abgelegt. Ein 6-Achs-Roboter des Typs GP12 übernimmt danach die acht Kontaktpaare und bestückt das Spritzgusswerkzeug.
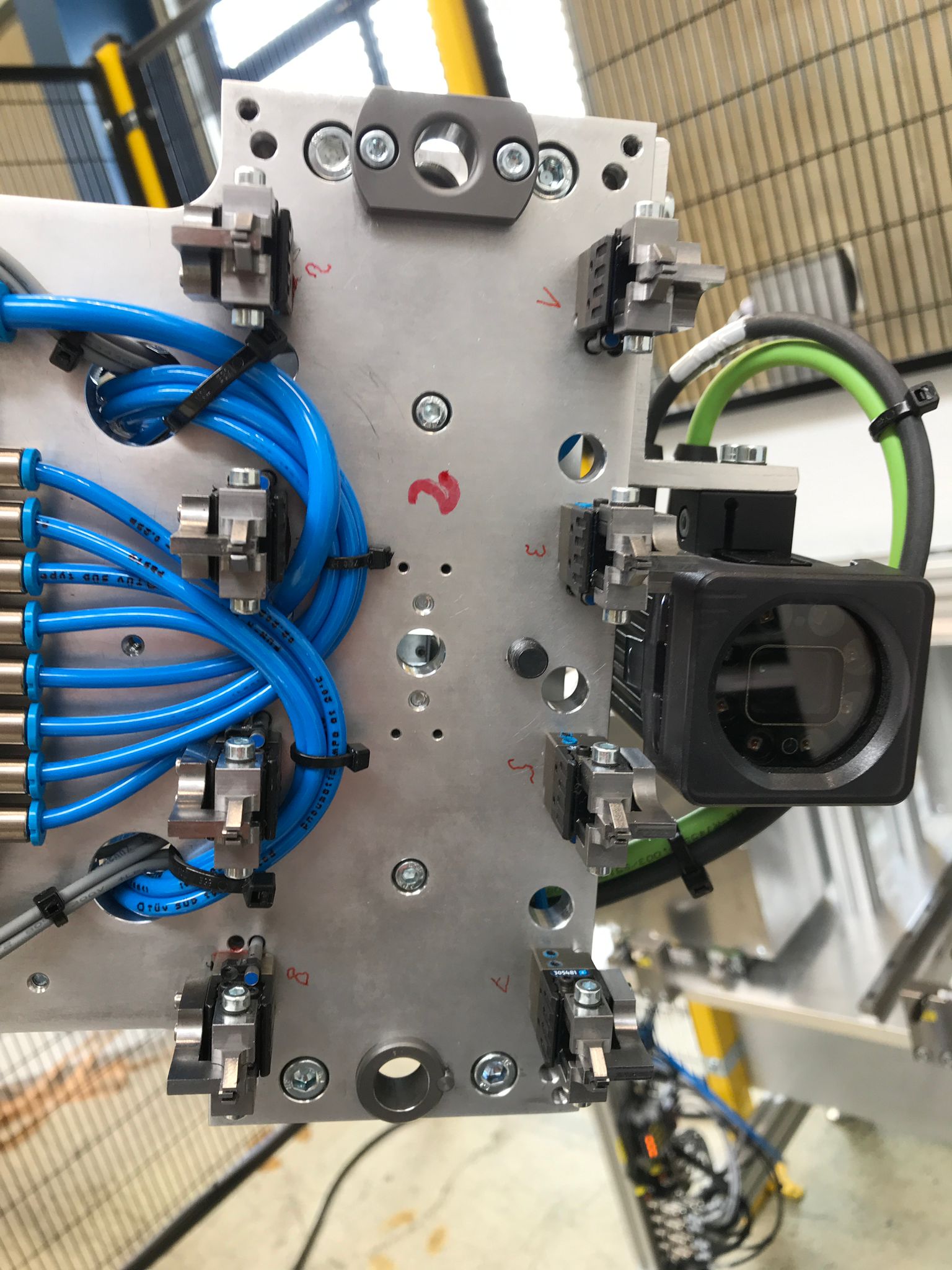
Nach dem Umspritzen werden die fertigen Klemmkontakte zusammen mit der Angussspinne entnommen und in ein speziell entwickeltes Kassettensystem mit Wechselkassetten abgelegt. Dieses Kassettensystem dient als Puffer und ermöglicht eine Autonomiezeit von acht Stunden; ein Kassettenwechsel ist dabei auch im laufenden Betrieb möglich. Zusätzlich ist im Greifer eine Kamera integriert, welche die Teilegeometrie erfasst und die Kavitäten überwacht. Für die abschließende Tape-and-Reel-Gurtung wird eine separate Blistergurtmaschine eingesetzt. Die Teilezufuhr erfolgt über die speziell entwickelten Kassetten mit zusätzlichem Bandpuffer, sodass eine Autonomiezeit von vier Stunden erreicht wird. In die Blistergurtmaschine ist außerdem eine Bildverarbeitung integriert, die eine finale 100%ige Vermessung der Kontakte unmittelbar vor der Blistergurtung sicherstellt.
Zusammenfassung:
Durch die optimale Kombination und Parallelisierung der einzelnen Prozessschritte konnte eine vollautomatisierte Fertigung der Funktionsbaugruppen mit hoher Prozesssicherheit und zugleich hoher Anlagenverfügbarkeit realisiert werden. Trotz des hohen Automatisierungsgrades wird die Qualität nicht nur durch die Automatisierung selbst, sondern auch durch vereinfachte und robuste Prozessabläufe sowie durch den gezielten Einsatz von Poka-Yoke-Elementen und integrierten Prüfmechanismen zuverlässig sichergestellt. Darüber hinaus zeichnet sich die Anlage durch eine klar strukturierte, übersichtliche und schnell beherrschbare Programmarchitektur aus. In Verbindung mit einem benutzerfreundlich gestalteten HMI ist somit ein einfacher und sicherer Betrieb gewährleistet. Der Return on Investment liegt bereits bei einem Einschichtbetrieb bei unter zwei Jahren.