Projektbilder
Branche: Elektrotechnik
Aufgabenstellung:
Entwicklung eines Automationskonzeptes zur Herstellung einer Funktionsbaugruppe, bestehend aus einem Kunststoffspritzgussteil, in das fünf Feinblechleiter umspritzt werden.
Ausgangslage:
Die Feinblechleiter, ausgeführt als Biege-Stanzteile, sind aufgrund ihrer Eigenschaften nicht aus Schüttgut zuführbar. Zusätzlich ist ein 100%iger Hochspannungstest der umspritzen Leiter erforderlich. Die Fertigung erfolgt auf einer Spritzgießmaschine mit 4-fach-Werkzeug bei einem maximalen Spritzzyklus von 30 Sekunden. Der Auslieferungszustand der Baugruppe ist lageorientiert in einem 12-fach-Kundentray. Darüber hinaus wird eine Anlagenautonomie von vier Stunden im Drei-Schicht-Betrieb gefordert.
Lösung:
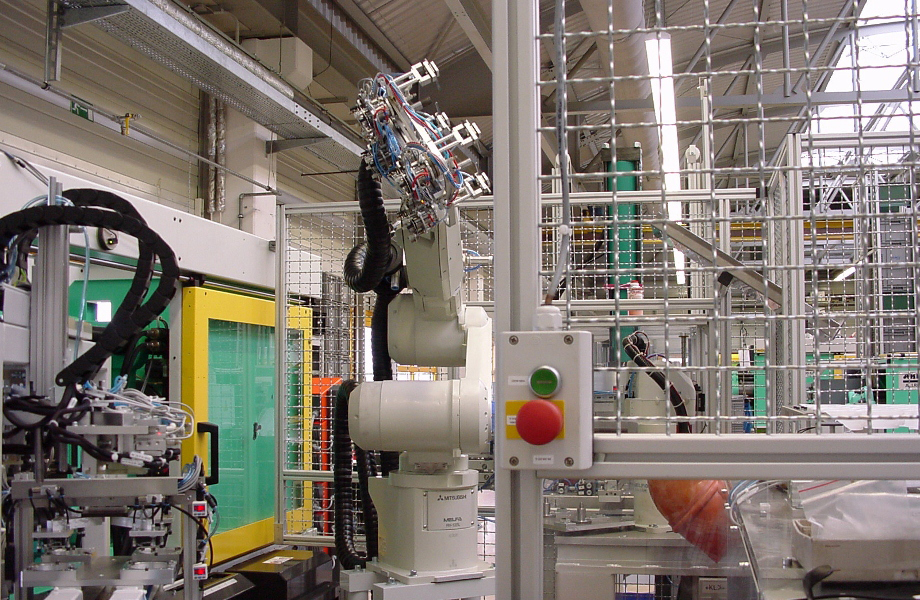
Zur Realisierung der Aufgabenstellung wurde bereits in der Produktentwicklungsphase an einer prozessgerechten Optimierung mitgewirkt. Dabei wurden insbesondere die Bereiche Handling, Logistik, Montage, Fertigungs- und Herstellverfahren sowie Automation berücksichtigt. Die Herstellung der Leiter erfolgt direkt an der Spritzgießmaschine über eine hydropneumatische Presse mit Biege-Stanzwerkzeug und gesteuerter Haspel vom Stanzband. Ein Scara-Roboter übernimmt anschließend das Handling der fünf Biege-Stanzteile aus dem Werkzeug und legt diese lageorientiert in eine 4-fach-Übergabestation ab.
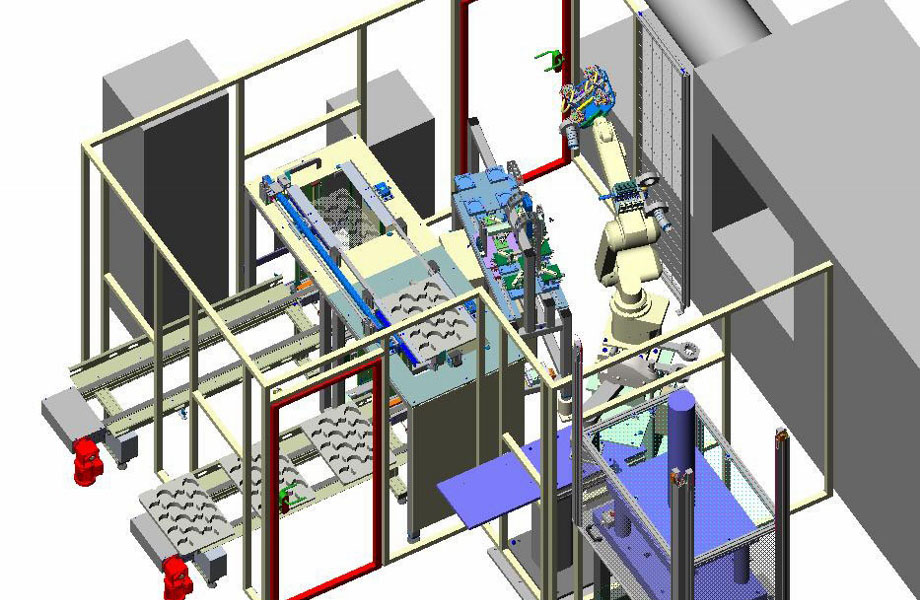
Ein 6-Achs-Roboter mit einer Traglast von 12 kg und einem maximalen Arbeitsbereich von 2.538 mm übernimmt im weiteren Prozess mehrere Aufgaben: das Einlegen der jeweils fünf gebogenen Leiter in das Spritzgusswerkzeug, die Entnahme der im Gehäuse umspritzen Fertigteile, das Einlegen der vier gespritzten Gehäuse in die Hochspannungsteststation, das Entnehmen der geprüften Bauteile sowie deren selektive und lageorientierte Ablage in den Kundentray. Bei einer NIO-Messung erfolgt ein selektiver Ausschleusvorgang in einen separaten NIO-Schacht.
Für die Bereitstellung und Abführung der Kundentrays ist eine Traystapeleinheit für Trays im Format 600 x 400 mm vorgesehen. In Verbindung mit Pufferbändern für die Traystapel im Ein- und Auslauf wird damit eine Anlagenautonomie von vier Stunden sichergestellt.
Zusammenfassung:
Durch die optimale Kombination und Parallelisierung der einzelnen Prozessschritte konnte eine automatisierte Herstellung der Funktionsbaugruppen mit sehr hoher Prozesssicherheit und hoher Anlagenverfügbarkeit realisiert werden. Der Return on Investment liegt bereits bei Zweischichtbetrieb unter zwei Jahren. Die geforderte Qualität wird nicht nur durch den hohen Automatisierungsgrad, sondern auch durch vereinfachte und robuste Prozessabläufe sowie durch den gezielten Einsatz von Poka-Yoke und integrierten Prüfmechanismen sichergestellt. Die Programmstruktur ist klar, übersichtlich und schnell beherrschbar aufgebaut. In Verbindung mit einem benutzerfreundlichen HMI ist die Anlage einfach und sicher zu bedienen. Ein zusätzliches mobiles Panel erleichtert darüber hinaus den Service an den einzelnen Stationen.