Projektbilder
Branche: Elektrotechnik
Aufgabenstellung:
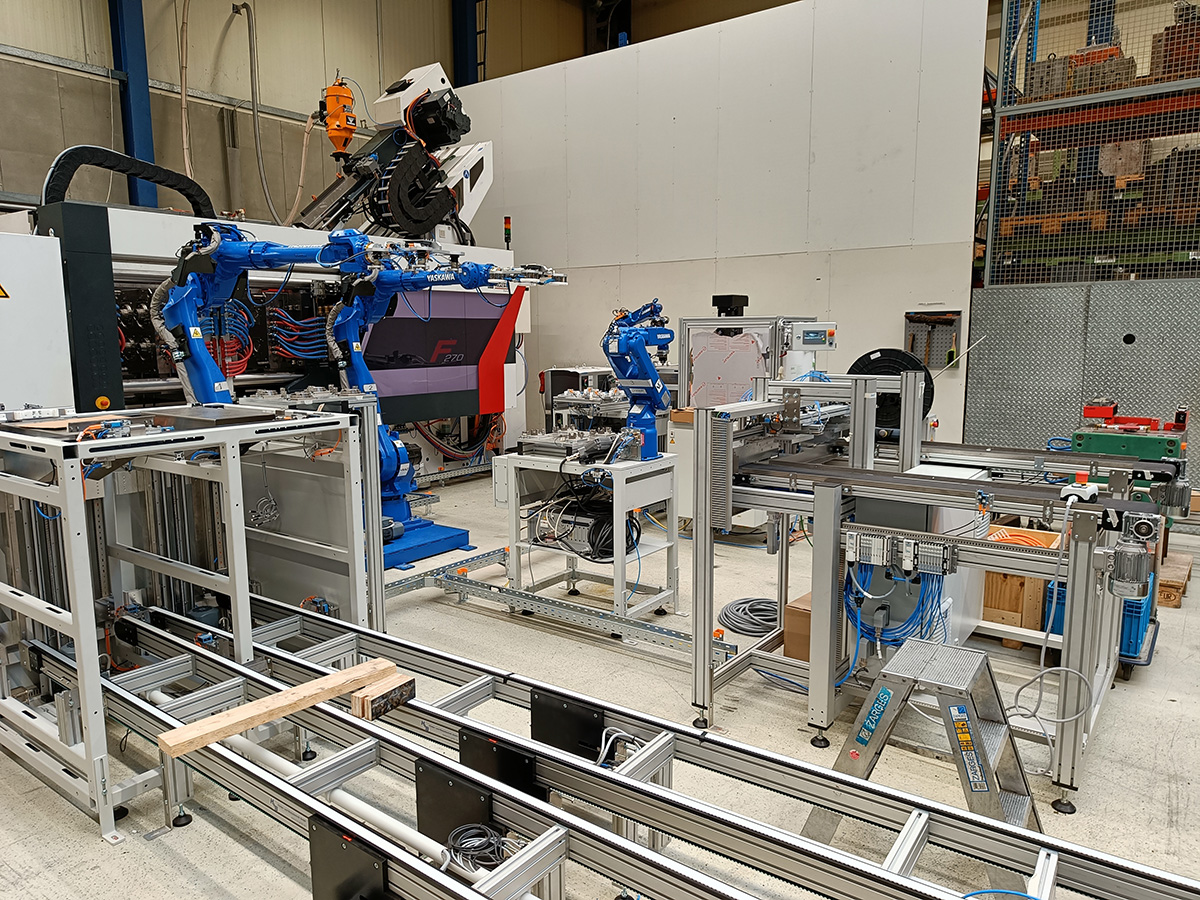
Im Projekt „Sensor Gebäudetechnik“ stand die Entwicklung eines Automationskonzepts zur vollautomatisierten Herstellung einer Funktionsbaugruppe im Mittelpunkt. Die Baugruppe besteht aus drei Kunststoffspritzgussteilen – Gehäuse, Deckel und Grundplatte – sowie zwei Ultraschallsensoren (Sender und Empfänger) und einer Feinblech-Antenne. Ziel war die Auslieferung als fertig montierte Einheit, lageorientiert in einem 12-fach Kundentray. Dabei galt es, einen maximalen Spritzzyklus von 30 Sekunden einzuhalten und eine Anlagenautonomie von mindestens vier Stunden sicherzustellen.
Ausgangslage:
Die Kunststoffteile wurden auf zwei räumlich getrennten Spritzgießmaschinen gefertigt. Auf der ersten Maschine kam ein Etagenwerkzeug zum Einsatz, das Deckel und Gehäuse jeweils 4-fach produziert. Die Grundplatte wurde auf einer zweiten, getrennten Maschine mit einem 2-fach Werkzeug gefertigt. Zusätzlich stellten die Zulieferteile besondere Anforderungen an die Automatisierung: Die Antenne war nicht aus Schüttgut zuführbar, und die US-Sensoren wurden in Kartons auf Schaumstoffträgern angeliefert – in einem Raster von 18 x 5 Reihen – wobei die Lötfüße nicht ausgerichtet waren. Damit waren sowohl zuverlässige Vereinzelung und Lageorientierung als auch eine eindeutige Typprüfung (Sender/Empfänger) zwingend erforderlich, um eine stabile Serienfertigung ohne manuelle Eingriffe zu ermöglichen.
Lösung:
Zunächst erfolgte eine Mitwirkung am Produktdesign, um Prozessabläufe von Beginn an montage- und automationstauglich auszulegen. Der Fokus lag dabei auf einer durchgängigen Betrachtung von Handling, Logistik, Montage sowie Fertigungs- und Herstellverfahren, um Komplexität zu reduzieren und die spätere Anlagenperformance abzusichern.
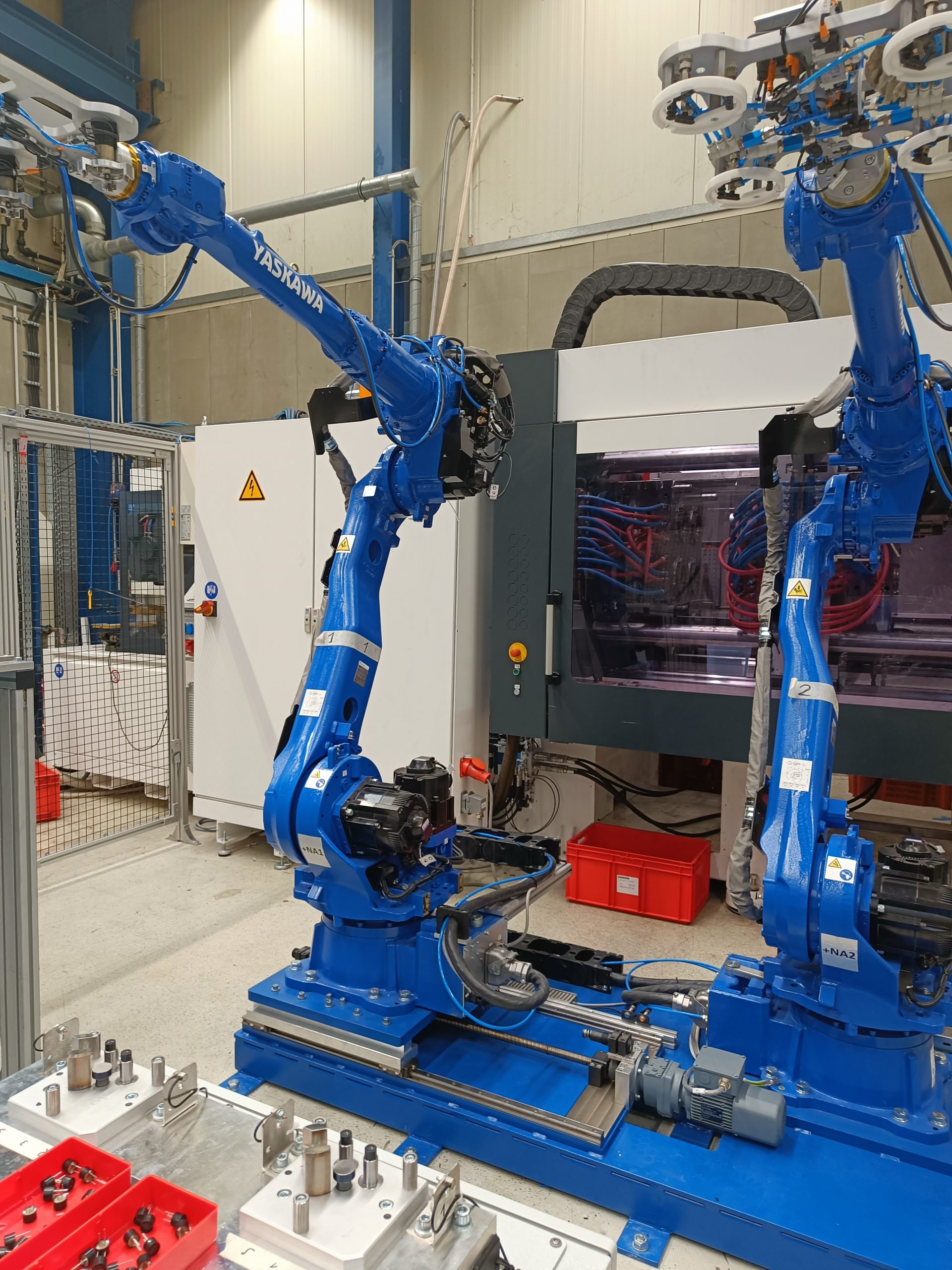
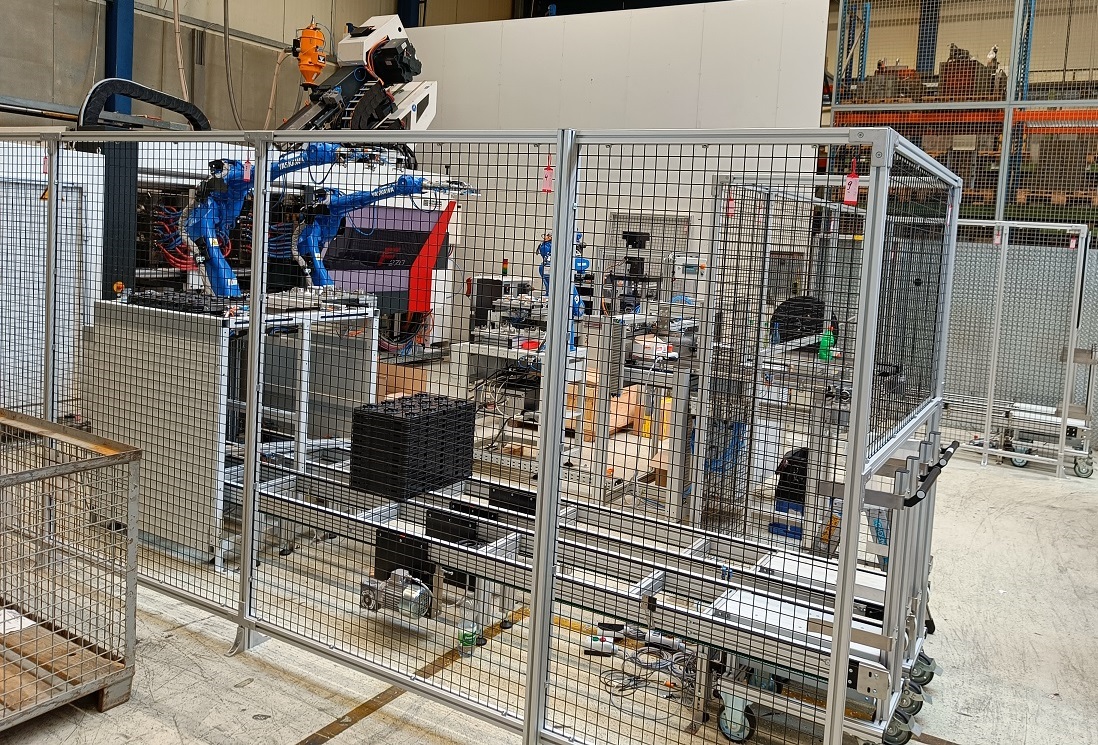
Für die Entnahme, das Handling und die Montage von Deckel und Gehäuse wurden zwei 6-Achs-Roboter vom Typ Yaskawa GP35L eingesetzt. Mit 35 kg Traglast und einem Arbeitsbereich von 2.538 mm sind sie für robuste Handhabungsprozesse im Spritzgussumfeld ausgelegt und wurden mit aktueller Twin-Steuereinheit integriert. Um Servicezugänge am Werkzeug zu verbessern und Stillstandszeiten zu minimieren, wurde der Roboter für das Gehäusehandling auf einen Schlitten gesetzt, sodass sich der Arbeitsraum am Spritzgießwerkzeug bei Wartung schnell freigeben lässt.
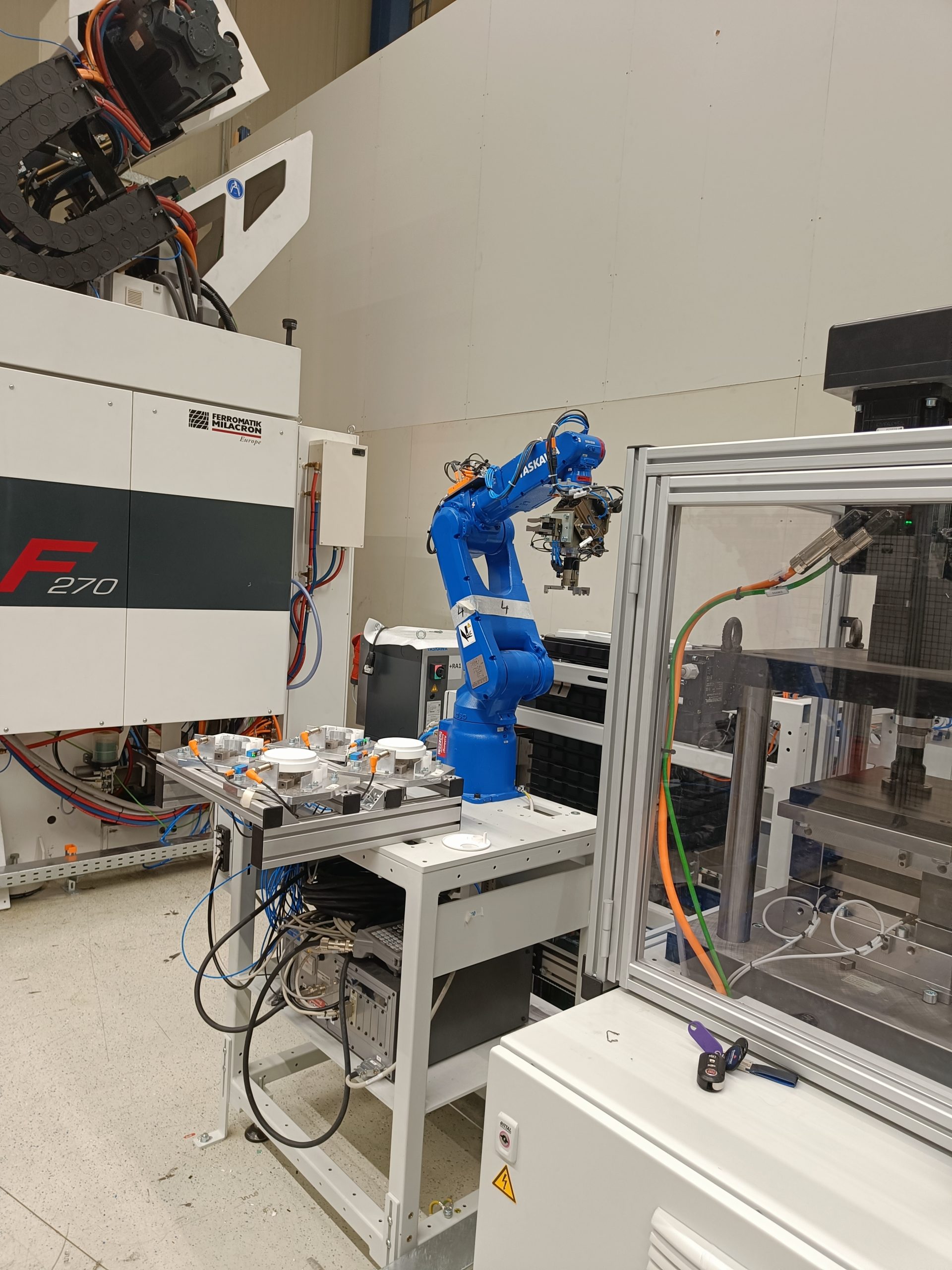
Für das Handling der US-Sensoren, der Antenne sowie der fertig montierten Baugruppe kamen zwei 6-Achs-Roboter vom Typ MH5LF zum Einsatz. Diese Roboter sind mit 5 kg Traglast und 900 mm Arbeitsbereich optimal für schnelle, präzise Pick-and-Place- und Montageaufgaben. Der Roboter, der sowohl die Antenne als auch die fertige Baugruppe handhabt, wurde auf einer Wendeeinheit mit zwei unterschiedlichen Greifern ausgestattet, um Funktionswechsel effizient abzubilden und Taktzeitreserven zu sichern.
Um die geforderte Autonomiezeit von vier Stunden zu erreichen und gleichzeitig die Traylogistik stabil zu gestalten, wurden drei baugleiche Traystapeleinheiten für Trays im Format 600 x 400 mm realisiert. Pufferbänder für Traystapel im Ein- und Auslauf ermöglichen eine sichere Bevorratung und einen störungsarmen Materialfluss über längere Zeiträume.
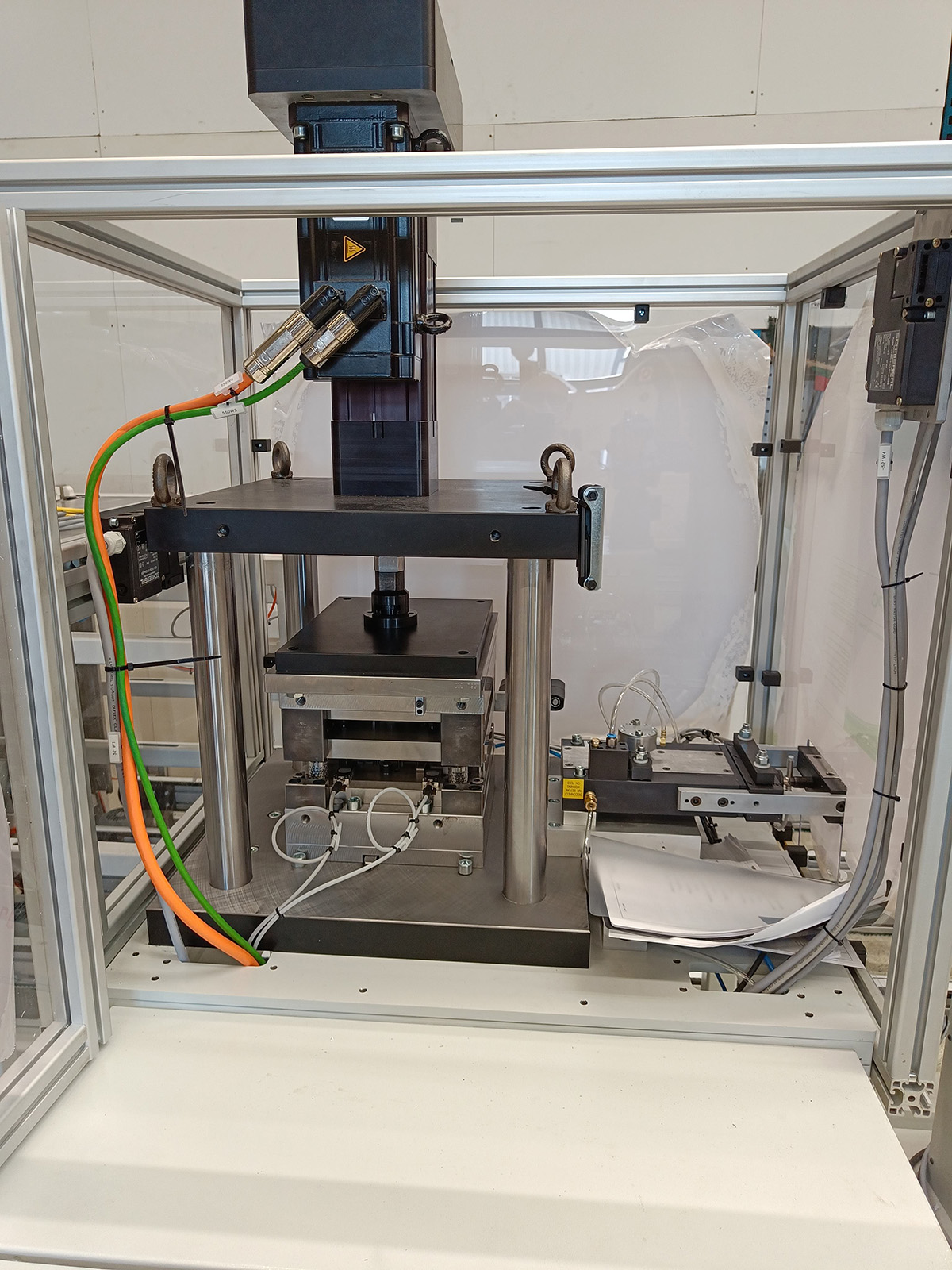
Ein zentrales Element der Lösung war die Antennenbereitstellung: Da eine Zuführung aus Schüttgut nicht möglich war, wurde die Antenne direkt an der Spritzgießmaschine aus Bandmaterial gefertigt. Hierfür wurde eine Servopresse mit Biege-Stanzwerkzeug sowie eine gesteuerte Haspel integriert, wodurch die Antenne takt- und prozesssicher aus dem Stanzband bereitgestellt werden kann – ohne zusätzliche Logistik- oder Handhabungsrisiken.
Die Zuführung der US-Sensoren erfolgte in den angelieferten Schaumstoffträgern über Bandpuffer, getrennt nach Sender und Empfänger. Anschließend wurden Vereinzelung und Lageorientierung mechanisch umgesetzt. Eine kamerabasierte Prüfung stellt sowohl die korrekte Lage der Lötfüße als auch den richtigen Sensortyp (Sender oder Empfänger) sicher. Damit wurde eine zuverlässige Fehlervermeidung direkt im Prozess verankert, bevor die Montage in die Baugruppe erfolgt.
Zusammenfassung:
Durch die optimal kombinierte und parallelisierte Auslegung der Prozessschritte entstand eine automatisierte Herstellung der Funktionsbaugruppen mit hoher Prozesssicherheit und hoher Anlagenverfügbarkeit. Der wirtschaftliche Nutzen ist klar messbar: Bei Ein-Schicht-Betrieb liegt der ROI unter zwei Jahren. Die Qualität wird neben dem hohen Automatisierungsgrad insbesondere durch vereinfachte Prozessketten, Poka-Yoke-Prinzipien und integrierte Prüfmechanismen abgesichert. Zusätzlich wurde großer Wert auf Bedienbarkeit und Servicefreundlichkeit gelegt: Die Programmstruktur ist übersichtlich und schnell beherrschbar, der Betrieb erfolgt über ein benutzerfreundliches HMI, und ein zusätzliches mobiles Panel erleichtert Service und Instandhaltung an den einzelnen Stationen deutlich.